
Indhold
- Maskinteknikens sprog
- Grundlæggende Die Design og Build Terminologi
- Stempling Tryk
- Tryk på Stroke
- Die størrelse
- Støbegods
- Die Detail
- Fræsning og bearbejdning
- Kernedesign
- Tom tegning
- Trim Die
- Trimstål
- Pierce udstyr
- Die Cam
- Spørgsmål og svar
Jason Marovich var ansat som ordfører og CAD-operatør fra 1990 - 2005 inden for bilteknik.
Maskinteknikens sprog
Der er en slags pseudosprog, der er udviklet i metalstempelindustrien. For lægmanden er det ikke blevet oplyst om, hvordan metalplader fremstilles, at lytte til nogen, der taler om det, kan være som at lytte til nogen, der taler et fremmed sprog.
Denne vejledning blev skrevet for at hjælpe dem, der ønsker at vide, hvad ingeniører og fabriksarbejdere taler om, når de diskuterer metalstansning og maskinerne, der udfører processerne med stempling, formning, trimning, flangering, gennemboring og restriktion af metalplader.
Die engineering er et af de håndværk, der tager år at forstå fuldt ud. I det mindste er en grov viden om metallurgi, tryksystemer, stålbearbejdning og jernstøbning alle værktøjer, som designere og bygherrer har.
Computerteknologi har givet lægmanden en måde at se tredimensionelle modeller af stemplingspresser og matricer på. Disse virtuelle designprogrammer er afgørende for, at andre kan følge en dør gennem de forskellige faser af dens design og opbygning. Men hvis du ikke har nogen idé om, hvilke komponenter du ser på, eller hvilket formål de tjener, har du problemer med at følge nogens forklaringer på maskinen, simpelthen fordi så mange af de navne og ord, der bruges i maskinteknik, ikke er kendt af person, der ikke har haft langvarig eksponering for metalstempelindustrien.
For en endnu mere grundlæggende introduktion til stansning af metalplader i bilindustrien, bedes du læse "Stempeldåse: En grundlæggende forklaring på metalstansestempler. "Denne guide er designet til at hjælpe folk med at forstå de mest grundlæggende begreber om, hvordan en bildel lavet af metalplader går fra koncept til produktion og fungerer som en pædagogisk indføring i denne artikel.
Grundlæggende Die Design og Build Terminologi
Følgende udtryk er i rækkefølge efter anvendelighed; de beordres til at hjælpe en person, der ikke er bekendt med mekaniske matricetyper og deres anvendelse som værktøj til fremstilling af stemplede metaldele.
Stempling Tryk
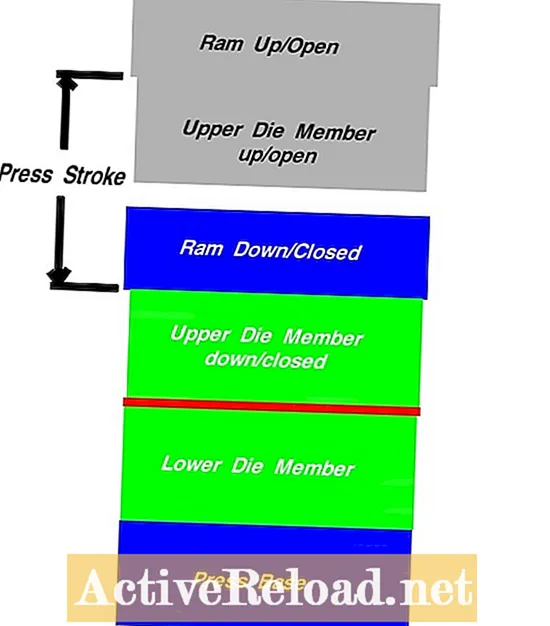
Dette er maskinen, som et færdigt sæt sæt fastgøres til. Bunden af et tryk eller basen er stille. Den øverste stempler bevæger sig op og ned og tilvejebringer det tryk, der kræves for at danne eller holde metalstedet på den nedre halvdel af matricen, som er monteret på den stationære bund. Det øverste matriceelement er monteret på stemplet og bevæger sig således op og ned med det.
Tryk på Stroke
Pressens stempel fortsætter nedad, indtil det øverste matriceelement lukkes på det nedre matriceelement. Vædderen vender derefter op igen, åbner matrisen og tillader, at den færdige del kan fjernes. Et nyt emne anbringes derefter i matricen. Hver cyklus op og ned udføres med de samme specifikationer afhængigt af typen af tryk. Den afstand, som vædderen kører enten op eller ned, er presseslaget.
Større presser har typisk større presseslagafstand. En anden vigtig faktor ved presseslag er slag pr. Minut. Forskellige presser har forskellige hastighedsvariationer, og to faktorer, presseslagafstand og presseslag pr. Minut, overvejes nøje, inden matrikelærerne begynder at arbejde på matricerne, der monteres på pressevognen og stemplet.
Die størrelse
Disse dimensioner henviser generelt til de øvre og nedre plader - resten af matricens komponenter er monteret på. Disse er enten matricesæt lavet af stål eller støbejernssko. Jern er billigere end stål, så hvis der kræves en stor matrice, vil det mere end sandsynligt være lavet af jern. Mindre sæt sæt er lavet af stål og sælges ofte som komplette sæt sæt med styrestifter og monteringsåbninger eller medfølgende huller. Dimensionerne på en matrice inkluderer den samlede (o.a.) matricestørrelse og matrixindstillet størrelse. Hvis en øvre jernsko er 50 mm tyk og 1200 mm lang og 800 mm lang, vil dimensionerne se sådan ud: 50 x 1200 x 800. Støbeforme kan let designes til enhver størrelse, mens stålstøbesæt sælges i forskellige størrelser ved at vælge rigtigt man kan undertiden vise sig at være en udfordring.
Støbegods
Når der er truffet en beslutning om at designe en matrice af jern, kaldes matricens dele støbegods. Dette inkluderer ikke standardgenstande som matricer eller sikkerhedsblokke, som normalt er lavet af stål. Jernstøbninger er ufærdigt metal, der kan bearbejdes forskellige steder, hvor der kræves en ren overflade (dvs. en monteringsflade).
Design af støbegods kræver, at ingeniøren tager højde for vægten, vægstyrken, kernestørrelsen og omkostningerne. Når et casting-design er godkendt, trækkes det eller adskilles fra det overordnede design og får sin egen computerfil. Denne fil sendes til et støberi, hvor jern hældes efter de nøjagtige specifikationer, som designkilden giver dem. Når strygejernet køler af, er en grovkastning af det tredimensionelle design klar til yderligere arbejde af maskinister.
Die Detail
Disse er normalt støbninger trukket fra det overordnede design som beskrevet ovenfor. Men de kan omfatte stålkomponenter. Når en tegning eller en 3D-model hjælper bygherrer med bedre at se eller forstå et design, kan et byggefirma muligvis bede om separate lag eller filer, der giver dem mulighed for at se på enhver større matricekomponent separat. En øvre matricepude ville f.eks. Blive støbt og bearbejdet af materiale (filer, tegninger), der viste det ikke kun som det satte sig i matricen, men også separat.
Fræsning og bearbejdning
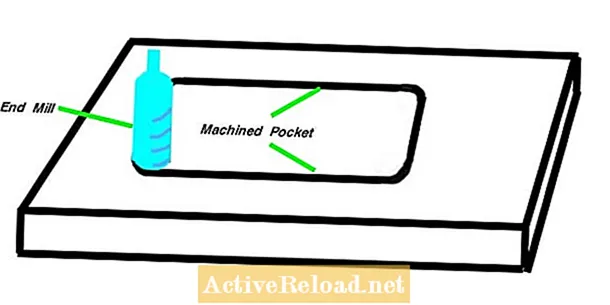
Handlingen med at færdigbehandle en overflade kaldes bearbejdning. Det opnås ofte med en spindende metalskærer, kaldet en mølle. Møller kan bruges til at skære lommer i jern eller stål, skabe færdige overflader efter stramme specifikationer og følge stier, der er programmeret i computeren, der giver dem mulighed for at bearbejde store overflader i timevis uden at stoppe.
I figuren ovenfor bemærk de afrundede hjørner af lommen, der bearbejdes. Medmindre der er en udløb - en måde, hvorpå knivens sti kan forhindres, når den fjernes eller bevæger sig videre til den næste operation - afrundes hjørnerne til samme radius som kniven. Disse værktøjer kan ikke skabe firkantede hjørner, men der er ledningsforbrændingsværktøjer og andre muligheder for at gøre det.
Kernedesign
Dette refererer til den praksis, designingeniører bruger til at lette metal. Det vil sige, at en solid blok af jern kunne blive boret (lyset ved at fjerne noget af jernet), så længe det ikke kompromitterer jernets styrke inde i matricen. De to fordele ved at designe en matrice med en intelligent kerneplan (mange gange i forhold til kernestandarder leveret af den enhed, der anmodede om delen), er omkostningseffektivitet i jern og følsomhed ved matriser.
Tom tegning
Dette er den operation, der udføres ved trækform. Disse matricer er normalt den første eller anden matrice i enhver matrixopstilling. Et uformet metalpladeemne er fyldt i matricen og dannet i overensstemmelse med specifikationerne i deldatafilen. Trækmatricer bruger tryk til at danne metal. En flydende nedre pude, der drives af et tryksystem under den, er en integreret del af enhver trækstans.Denne pude kan bruges til at danne metallet mod det øverste hul, eller det kan bruges som en 'ring' til at gribe metallet, når stemplet kommer ned og danner det.
Trim Die
Denne type matrice er designet med fokus på at trimme uønsket metal af en del. Trimformer kan implementeres for at trimme store huller ud, som f.eks. Vinduesåbninger. Trimning til en færdig trimlinie opnås undertiden med mere end en trimform i opstillingen. Designere vil gøre deres bedste for at få alle større beskæringsoperationer udført i en form, men nogle gange er det bare ikke muligt.
Der er tre grundlæggende trimtyper:
- Grov trimning: Skæring af materiale for at få effektivitet eller adgang i næste operation, den sidste trimning.
- Endelig beskæring: Dette er operationen, hvor delen trimmes til sin endelige form.
- Indvendig trimning: Normalt mere involveret og kræver en layoutplan for trimstål, dette er handlingen med at trimme åbninger, der er placeret inden i den endelige trimlinie.
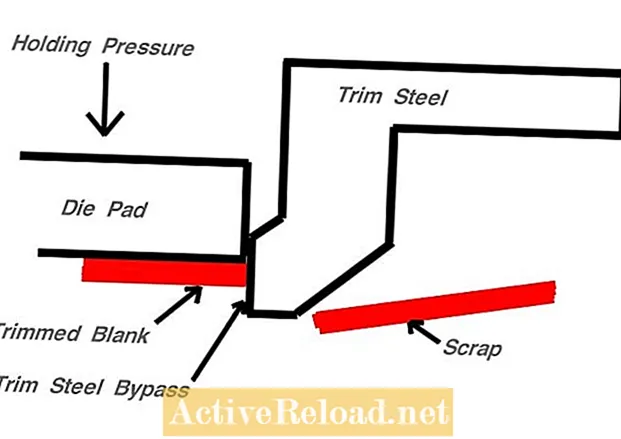
Trimstål
Disse håndterbare stålkomponenter har en monteringsoverflade og et trimblad. Knivene monteret på en øvre matrice eller kam fungerer som toppen af et saks. Når de bringes ned på metallet, møder de et lavere stål, der fungerer som underkæben på et saks. Stålene føres let ind i metallet, nok til at omgå dets metaltykkelse. Metalpladen, der falder væk fra trimlinjen efter trimning, kaldes skrot.
Pierce udstyr
Når der kræves mindre åbninger, som runde eller firkantede huller, i et panel, anvendes en dyse-stansning (monteret i en dyseholder, som igen er monteret på en lukke-dyseoverflade). Disse hærdede stålstempler kan slibes, så en enkelt stansning kan overleve hele stemplingsproceduren, undertiden titusinder af slag. Pierceudstyr refererer normalt til den mandlige stans, den kvindelige matriceknap og monteringsholderne.
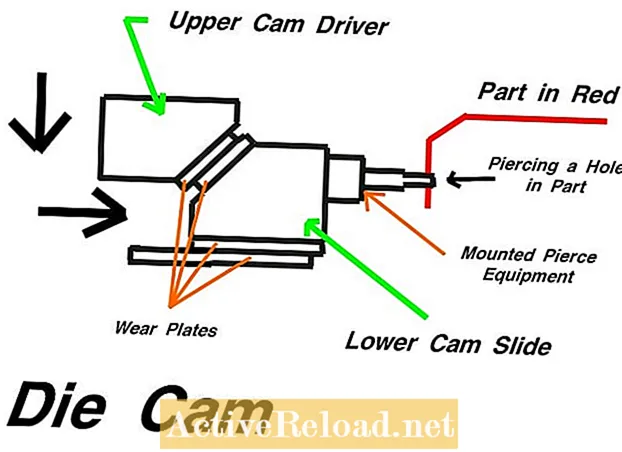
Die Cam
Dette er en mekanisk enhed (se diagrammet nedenfor), der gør det muligt at udføre en døroperation på en anden måde end lige op og ned. En vinkeloverflade kan bearbejdes på en matrises overflade for at rumme en kamskydning, halvdelen af kammen, der faktisk kan bevæge sig på en mere vandret måde. Camdriverens vinkeloverflade lukkes på kamskydens vinkeloverflade, hvilket får den nedre halvdel til at glide i en given retning. Et stempel, der for eksempel er monteret på forsiden af knastskyderen, kan presses fremad af knastdriveren, så det stanser et hul vandret i metalplader.
Efterhånden som de, der har interesse i die-design, lærer mere avancerede die-processer, vil de naturligvis blive udsat for mere og mere ny terminologi. Fordi delproduktion kræver, at så mange mennesker i forskellige håndværk involverer sig, er der en mulighed for de mere ambitiøse at lære ikke kun ordforrådet inden for deres eget felt, men også i hver af de komplementære processer.
En velafrundet produktionsingeniør vil forstå den rejse, en blindplade tager for at komme til det færdige produkt. Maskineriet, der er bygget til at producere disse dele, gennemgår en proces, der er lige så værdifuld for ingeniøren, der ønsker at tale om delproduktion på alle niveauer.
Denne artikel er nøjagtig og sand efter bedste forfatterens viden. Indholdet er kun til informations- eller underholdningsformål og erstatter ikke personlig rådgivning eller professionel rådgivning i forretningsmæssige, økonomiske, juridiske eller tekniske forhold.
Spørgsmål og svar
Spørgsmål: Hvad er en "Jalicoal" keeper? Jeg aner ikke, hvordan jeg stave det. Jollicko?
Svar: Virksomhedens navn er Jolico. Du kan finde og bestille deres keeperblokke i deres standardbog.

